



Additive Manufacturing: Beyond Prototyping
One of the largest issues facing manufacturers in the US and Europe alike is the challenges posed by low production costs boasted by developing countries. While there is a significant effort to encourage reshoring, this is but one avenue to ensuring a competitive manufacturing sector. With so many possibilities continuing to emerge from additive manufacturing research, this technology is looking to offer a possible solution to our manufacturing problem.
 Rather than trying to reclaim dominance in the manufacturing of low-end, mass produced products, additive manufacturing along with digital design could allow the U.S. and Europe to claim a unique stake along the manufacturing frontier. There, manufacturers could meet the growing need to fulfill a variety of customer needs and deliver unique, customized products.
Rather than trying to reclaim dominance in the manufacturing of low-end, mass produced products, additive manufacturing along with digital design could allow the U.S. and Europe to claim a unique stake along the manufacturing frontier. There, manufacturers could meet the growing need to fulfill a variety of customer needs and deliver unique, customized products.
In this model, collaborative work can be done to design a product from various locations around the globe, regardless of the manufacturing location, while additive manufacturing then enters the equation to meet the degrees of freedom offered by digital design through its inherent flexibility. No additional investments, retooling or reconfiguration must be done to switch from one design variant or another.
Setting out to test this relationship was a team of Finnish engineers: Thomas Widmaier, Jari Juhanko, Heidi Piili, Perti Kuosmanen, Antti Salminen, Ari Happonen, Jesse Kontio and Olli Nyrhilä. Together, they wanted to determine whether digital product development would enable faster and more customized manufacturing, as tested by their case study of manufacturing an electronic bathroom faucet.
The main question was whether or not laser additive manufacturing would place inherent limitations on the configurability of the faucet’s design in order to determine whether this manufacturing process offers a suitable solution for manufacturers and consumers looking to expand into custom products.
Broken down, this entailed editing the size and external shape of a reference faucet spout while keeping true to the reference’s overall design. This model faucet was a commercially available electronic faucet, whose components served as a foundation for the team’s experimental design.
The team began the customizing the design by modeling the internal components of the reference faucet using Pro/Engineer Wildfire software. But using these identical internal components such as the water feed pipe interfaces, thermostat controller, sensor and the fitting screw meant that a new spout had to be designed to fit the components in order for the system to work, which introduces a series of new restrictions.
The issue that the team was hoping to overcome nonetheless is one that many of us have experienced: you walk would up to a sink with a hands-free faucet, waving your hands every which way to alerts the sensors, only to have nothing happen. So they still had to face the overarching problem of how to make a faucet that properly guides the user’s hands to the sensor.
Once the optimal faucet dimensions were established, the team built two CAD models to suit two unique manufacturing methods: sand casting and laser additive manufacturing (LAM). While they two shared a master model, the division occurred to help optimize each unique process. For instance, sand casting required tapers, while LAM required overhang supports.
These supports represented a challenge that was unique to additive manufacturing: when working with delicate metal powders, the best way to build is to go straight up. That is, any overhangs with a building angle lower than 45 degrees are unstable, as there’s not enough underlying material to deposit the powder upon. This certainly represents a fundamental disadvantage to this manufacturing process, as the faucet had to be self-supporting, with all building angles greater than 45 degrees.
That being said, the sand casting process was not without limitations of its own. To allow for easy removal from the mold, all tapered angles of the faucet were set at three degrees. That, and all holes other than the water jet nozzle would have to be machined after casting.
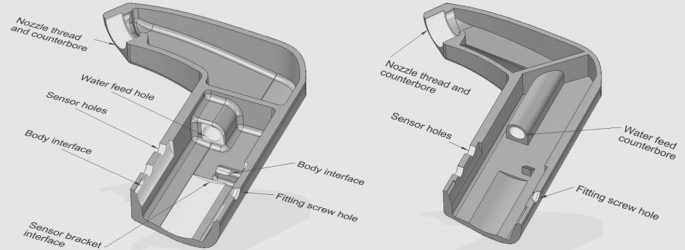
But because the nozzle faces downward and is naturally unsupported, the faucet had to be manufactured upside down, which mean that all holes faced horizontally. This led to droplets forming on the top side of the holes, meaning that conventional machining methods were necessary for LAM as well. A comparison of the machining features for both processes can be seen below, with the sand cast spot on the left, and the LAM spout on the right.
But overall, the researchers concluded that despite these extra steps, sand casting and LAM processes could yield even faster turnaround once a designer gains the necessary experience with each method.
Still, LAM was found to save 46 percent more time over sand casting, which was correlated linearly with money spent. Thus, the team concluded that LAM was more economically feasible when manufacturing small, configurable products.
Whether or not additive manufacturing will be the industries redeemer is by no stretch a given. Nonetheless, with growing “maker” communities and studies such as this one, the technology is undoubtedly beginning to break free of its confinement to prototyping.






